2 2mm is the transition between 1 0mm and 1 6mm filler rod.
Electrode size tig weld 20 gauge sheet metal.
Fit up and joint design.
Reduce the amps a little if using a 1 0mm tungsten.
It can be used on thinner material if the tip is kept very sharp.
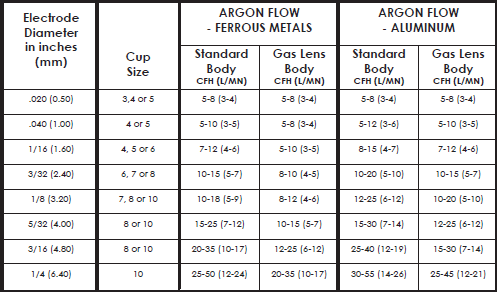
Below are five tables that will help select the correct current and tungsten size type when initially setting up your tig welder tweak and change as necessary for your own situation.
I am new to welding and am trying to butt weld 22 guage mild steel sheet together i am using a miller dynasty 200 dx tig tried 1 8 ceriated electrode 3 32 lath electrode with argon flow at 20 cfh settings are dc with current ranging from 10 to 50 amps the butt joints are fit fairly tight but you can see light through the gap my problem is the edges of the steel melt away and open holes almost.
Ceriated tungsten are preferred with thoriated tungsten as a second option.
Compared with other electrodes thoriated electrodes deposit less tungsten into the weld puddle so they cause less weld contamination.
These electrodes are used mainly for specialty ac welding such as thin gauge aluminum and material less than 0 060 inch and dc welding either electrode negative or straight polarity on carbon steel.
Sheet metal welding demands really tight fit ups.
1 a 1 6mm tungsten is ok down to about 30 amps.
These non consumable electrodes come in a variety of sizes and lengths and are composed of either pure tungsten or a hybrid of tungsten and other rare.
Tig welding and tungsten metal work so well when welding mild steel because the tungsten keeps the arc with a consistent temperature of 11 000 degrees f.
The larger filler rod cools the weld pool more than the smaller rod so you might add about 5 amps if using 1 6mm filler rod.
A bad low quality earth or a low voltage supply can seriously lower the maximum welding capabilities of your welder.
Tig welding sheet metal forget the larger 1 8 inch tungsten electrode and use a smaller one.
The tig process relies on tungsten s hardness and high temperature resistance to carry the welding current to the arc as it has the highest melting point of any metal 3 410 degrees celsius.
Tungsten brings us a high melting point and also offers excellent electrical conductivity as you weld so the tungsten electrode won t ever burn up.